





吸塑包裝的價格因素
吸塑的單價=產品材料成本+能耗+人工及運輸+利潤。
能耗:吸塑是通過熱加工的,耗電能相對其他行業較大,大致為產品材料成本的8% 。
人工:吸塑主要靠機器生產,人工較少,大致為產品材料成本的10% 。
運輸:根據客戶離本廠距離而定。
利潤:吸塑廠的純利潤一般很低,12%-20%,根據付款期限而定,30天結帳為14%。
材料成本:產品材料成本的計算比較復雜,計算之前首先搞清以下幾方面數據:
原料價格:根據產品的用途,確定采用何種材質和等級的材料,尋該種材料供應商 膠片厚度:預詁該產品須用多厚的膠片制作,要根據成型各部位的厚度和形狀而定排版數量:根據產品外形尺寸和形狀,計算一版能排多少個模,排密了會降低產品質量,排稀了會增大材料損耗,使成本上升
材料損耗率:主要因素為產品形狀、產品數量以及外形尺寸與吸塑機底盤適配程度,形狀越方正、產量越大,損耗率就越小
吸塑包裝的生產工藝
1:模具制作及加工:根據要求或樣品規格,首先制作好吸塑模具,一般條件下,都是利用石膏制作吸塑包裝模具,但也有用木雕及金屬雕刻的產品作模具,
2:模具處理干燥完全后,將模具裝入真空室上層鐵板上,然后根據模具大小,將塑料片載成適用規格尺寸,然后將此片材放入加熱木柜內,使其完全固定好,再將木柜連同塑料片材置恒溫爐上進行軟化處理。
3:將軟化處理好的塑料片連同木柜,置于真空室中,開動吸氣開關,將真空室內空氣吸抽干凈,待塑料片冷卻后,即得到與模具相同的凹型包裝或工藝模具。
4:吸塑包裝整理:將生產出來的產品進行修邊整理即為成品產品,再經包裝后即可出售。








吸塑包裝制品厚薄度不均勻是怎么造成的?如何解決這樣的問題?
厚薄度不均勻有常見的幾點,上架、片材、溫度等。上架在壓吸塑包裝產品的時候位置的調整是很關鍵的,要是有錯位或擺放不合理的現象時,出現會產生厚度不均勻。與片材有關系的就是片材在生產的過程當中沒有將厚度調好,所以才會導致這樣的質量問題。溫度的調試也有直接關系的,而且要根據不同的模具不同的材料調節相對應溫度的高低,否則就出現了不均勻的現象。解決方法是注意上架的位置調整,片材的情況供應商的協商,溫度調到片材和模具的適合度。
吸塑包裝制品的拉線是什么?怎么導致的?如何解決?
拉線就是在產品的邊上會出現凸出來的一條線嚴重的影響到了包裝的外觀,導致生成的原因就是,這樣的情況與吸塑模具的結構制造有關,吸塑成型機的控制性的操作,溫度調整,上架有很大的關系,解決方法是模具的質量控制,機器和溫度參數調節,上架擠壓等。


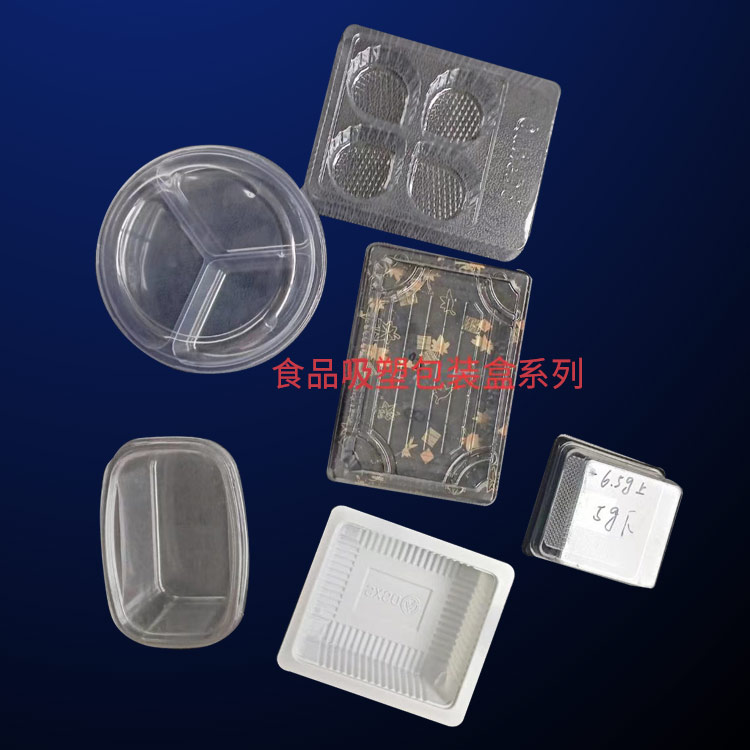
食品吸塑包裝盒的優劣
食品級吸塑產品的制造商很多。 由于技術差異,市場上不可避免地會出現產品質量不均的現象。
此外,合格的食品泡罩包裝產品應存儲在相對涼爽,通風干燥的室內設計倉庫中,溫度應低于40度。 它的熱度始終不低于2.5M,并且不能與有毒產品同時存儲。 一般公司在出廠前對食品泡罩包裝盒進行分析和測試,以確保泡罩塑料包裝設計符合中國食品包裝技術標準。 然后我們將簡要討論食品泡罩包裝盒。 之前需要檢查哪些區域。
1.檢驗程序應按照GB2828-1987《按屬性批量檢驗的抽樣程序》和《抽樣表》的規定執行。 收貨公司有權對產品進行測試,一批內的出貨量在一批內應無質量差異,同一批產品在測試過程中產品結構較差。
2.每批抽檢的箱子數量不少于箱子總數的2%,每箱數量不少于市場樣本數量的10%。
3.檢測結果均為不合格指標,應再次取樣兩次,以重新檢測不合格品。 如果復檢結果仍不符合國家規定和指標,則該批產品可作為不合格數據處理。
4.本產品包裝盒上的4.標志應注明:制造商,產品名稱,規格數量,生產日期,檢驗編號以及運輸,存放注意事項。
5.產品包裝:一次性塑料內襯袋,外箱(標準裝箱),定量固定數量,按名稱包裝的規格。
6.在運輸過程中,可以按照堆放本產品,輕裝輕卸,以防止擠壓和經濟壓力,機械碰撞,雨淋,跌落和陽光直射。

您好,歡迎蒞臨方立包裝,歡迎咨詢...





